Het kan kapot
Afgelopen vaarseizoen haperde de omkeerbeweging van de hoofdmachine zo af en toe.
Het betreft de een mechanische inrichting welke de draairichting van de voorstuwingsmachine regelt.
Na wat zoeken bleek er een kapot tandwiel in het fabriek te steken. Deze liep af en toe klem in het grote tandwiel ernaast, waardoor de machine niet in zijn achteruit wilde.
Als door een wonder is dit niet gebeurd op een moment dat de kade in de buurt kwam.
Het euvel gevonden, werden het tandwiel verder gesloopt zodat hij niet meer kon klemlopen.
Onlangs werd besloten de kapotte as en tandwiel te verwijderen, en te laten repareren.
Helaas moest hiervoor zo'n beetje de halve voorkant van de machine uit elkaar.
Hieronder wat foto's van de procedure.


Gerard en Peter aan het worstelen de as uit zijn huis te trekken. Meerdere special tools moeten fabrieken om e.e.a. voor elkaar te krijgen. Zichtbaar is het kapotte tandwiel midden onderin.

De omkasting van de kapotte as en tandwiel heeft ook stevig te verduren gehad. Met scheuren in het gietijzer als gevolg. De scheuren werden diep uitgeslepen, en vervolgens lokaal verhit.

Het voor-verhitten moet voorkomen dat het gietstalen werkstuk na lassen wederom scheurt door de hitte van het lassen. Het werkstuk zal hierdoor ter plaatse teveel krimpen, met een scheur in je las tot gevolg.
Nog beter zou zijn om de hele omkasting op te stoken tot een 700 graden, en dan pas gaan lassen. Maar helaas hebben wij hier de mogelijkheid niet toe.
Vervolgens de uitgeslepen lassen volbraden met RVS316L elektroden, weer slijpen, weer verhitten, weer lassen, etc. Net zolang dat de boel weer aan elkaar hangt.
Bij twijfel zou je nog een sleuf kunnen slijpen haaks op de scheur, en die ook volbraden. Je maakt dan een soort brugje over de scheur van het uiterst trekvaste RVS316.

Vervolgens werd de hele boel, minus de kapotte as en tandwiel, weer teruggemonteerd.
De hoofdmachine kan gewoon draaien zonder het tandwiel.
Het hele ritueel van monteren en demonteren zal moeten worden herhaald wanneer de as en tandwiel klaar is.

De kapotte as en tandwiel(tje) liggen inmiddels bij MRC te Rotterdam ter reparatie.
Hun machinepark is eigenlijk ingericht voor gigantische tandwielen met een doorsnede van 4 meter, maar ook zo'n klein lief tandwieltje draaien ze hun hand niet voor om.

Update 24 maart 2013 KLAAR
Onderstaand de procedure voor het maken van het tandwiel, door MRC Rotterdam

Origineel 10, nu nog maar 6 tandjes...
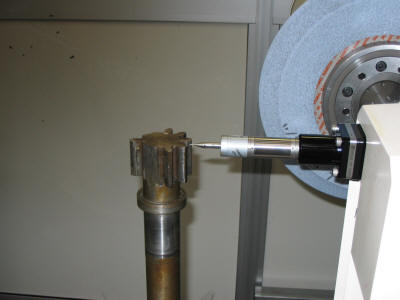
Opmeten van de vorm van de tanden......
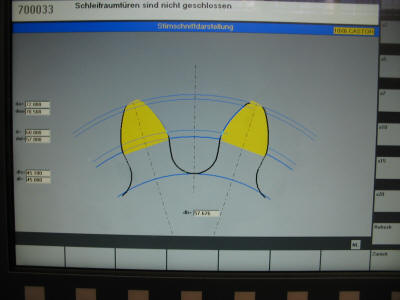
....zodat de slijpbank weet wat hij moet maken.

Het nieuw tandwiel, met wat fantasie.

Werkstuk ingespannen in de slijpbank

De slijpmachine, dankzij de computer die eraan hangt, weet wat er moet gebeuren. Er volgt een geautomatiseerd proces.
Hierna missen enkele foto´s van de nog te nemen stappen.
- afdraaien resterende tanden van de originele as
- afsteken van het nieuwe tandwiel, en er een gat in boren
- krimpen van het nieuwe tandwiel over de oude as
- borg pennen plaatsen t.p.v. de overgang

en het eindresultaat! een exacte kopie van wat het is geweest!

vervolgens direct het hele demonteer-verhaal hierboven herhaald, en het nieuwe tandwiel + as weer op zijn plekje gehangen. Hij draait perfect soepel !